
Artykuł ten jest częścią wielu materiałów dotyczących zakładu INTERSKOL-Alabuga, jednego z niewielu przedsiębiorstw produkujących narzędzia elektroenergetyczne i mechanizację na małą skalę w Rosji. Jeszcze bardziej godny uwagi jest fakt, że jest to najnowszy zakład produkcyjny w naszym kraju, oddany do użytku w 2014 roku. W przyszłości, po uruchomieniu wszystkich 3 planowanych kolejek, INTERSKOL-Alabuga stanie się największym zakładem przemysłowym w Federacji Rosyjskiej zdolnym wyprodukować do 5 milionów jednostek produktów gotowych rocznie, pokrywając około 25% potrzeb krajowego rynku narzędzi.
W międzyczasie porozmawiajmy o pierwszym etapie zakładu, który jest prawie w pełni operacyjny od momentu jego uruchomienia. Potężne, nowoczesne i zaawansowane technologicznie przedsiębiorstwo niewątpliwie zasługuje na najdokładniejsze i wszechstronne badania od wewnątrz i na zewnątrz. Witamy w jutrze branży elektronarzędzi i elektronarzędzi! 
Więcej artykułów:
- "INTERSKOL-Alabuga". Odlewanie metali, obróbka skrawaniem i malowanie.
- "INTERSKOL-Alabuga". Produkcja silników elektrycznych, część 1.
- "INTERSKOL-Alabuga". Produkcja silników elektrycznych, część 2.
- "INTERSKOL-Alabuga". Obszar nieprodukcyjny.
Odlewanie tworzyw sztucznych
Korpus narzędzia jest jedną z najważniejszych jego części, ponieważ wielu konsumentów wybiera narzędzie precyzyjnie "według ubrań", zwracając uwagę na jakość i dokładność wykonania zewnętrznych elementów konstrukcyjnych. W związku z tym obudowa musi być dobrej jakości, trwała i nieskazitelna.W zakładzie INTERSKOL-Alabuga zainstalowana jest linia wtryskarek do produkcji elementów plastikowych. Wygląda więc na ogólny plan. 
Tutaj przenośnik zasila surowiec - granulowany poliamid wypełniony szkłem. Cały proces jest zautomatyzowany: stopiony materiał jest wtryskiwany do formy wtryskowej pod ciśnieniem, utrzymywany przez kilka sekund, po czym specjalny manipulator (jego działanie widać na zdjęciu po lewej stronie) umieszcza odlewaną część na przenośniku, przez który wchodzi do kosza. Na tym etapie zaangażowanie ludzi nie jest wymagane, ale później konieczne będzie staranne wyczyszczenie kanałów na wyspecjalizowanych maszynach. 
Część elementów karoserii jest dodatkowo poddawana zalewaniu gumowymi okładzinami, które pozwalają użytkownikowi bezpiecznie trzymać narzędzie w procesie. Proces jest również zautomatyzowany, operacja jest wykonywana przez podwójną strzykawkę, a operator instalacji wizualnie sprawdza jakość każdego produktu. 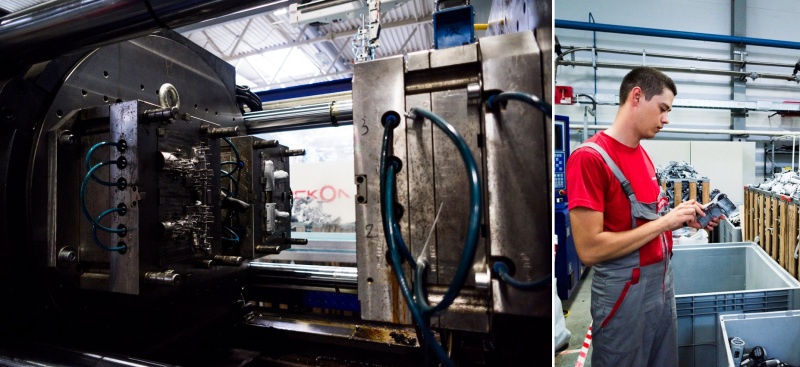
Oprócz części karoseryjnych i uchwytów (na zdjęciu - główny uchwyt perforatora INTERSKOL P-28 / 800EV), membrany, wirnik (wentylatory) do silników elektrycznych i inne części z tworzyw sztucznych są formowane w warsztacie formowania tworzyw sztucznych. 
Surowce do obsługi wtryskarek są dostarczane za pośrednictwem pneumatycznego rurociągu z magazynu znajdującego się w sąsiednim pomieszczeniu. Oto otrzymujące bunkry i czołgi. 
W pobliżu znajduje się linia do produkcji plastikowych pudełek metodą dmuchania: plastikowa "torba" wydobywa się z trzpienia zasilającego, instalacja formuje go w walizkę, a operator może jedynie kontrolować proces i usuwać gotowe produkty. 
Nadmiar odlewu jest starannie przycięty i dodany do koszyka. Następnie są przetwarzane przez szlifowanie (widoczne na zdjęciu po prawej) i ponownie użyte. 
W pobliżu znajduje się strona naprawy obsługująca odlewnie. Tutaj, na przykład, forma i popychacz są polerowane. 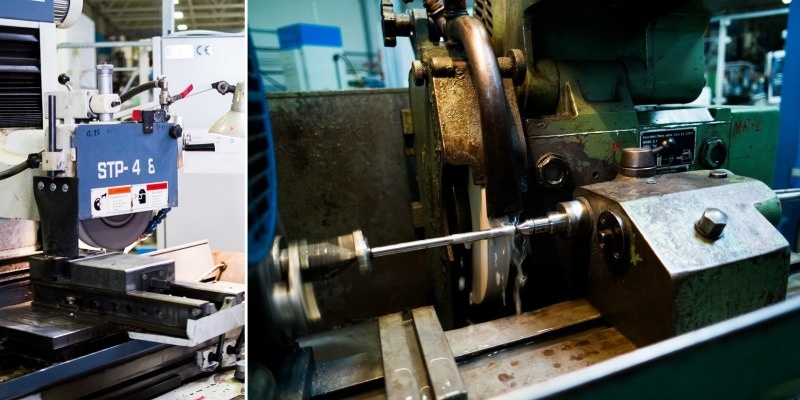
Zgromadzenie
Montaż produktu końcowego jest jedną z tych operacji, które wymagają udziału człowieka. Praktycznie w każdej firmie produkującej maszyny, niezależnie od tego, czy jest to fabryka samochodów, czy fabryka z wypuszczeniem rowerów, ostateczny montaż odbywa się ręcznie. Produkcja elektronarzędzi i mechanizacja na małą skalę w zakładzie INTERSKOL-Alabuga nie jest wyjątkiem.
Na przykład w ten sposób ma miejsce tylne łożysko zwory twornika silnika elektrycznego. 
Tak wygląda łożysko kulkowe łożyska kulkowego w reduktorze wiertarki DU-13 / 750T. 
W tym miejscu za pomocą specjalnych maszyn obcina się styki drutu. Nawiasem mówiąc, najbardziej uważny może tu zobaczyć konstrukcja suszarki INTERSKOL, z którą wykonywany jest skurcz termiczny rury izolacyjnej rury. 
Mała dygresja: inne narzędzia rosyjskiej marki INTERSKOL są również zaangażowane w produkcję rosyjskiej marki INTERSKOL. Na przykład, w montażu pionowych perforatorów P-28 / 800EV stosowane są akumulatorowe wiertarko-wkrętarki serii M2 - standardowe, ale bez naklejek. 
Linia główna jest końcowym etapem montażu przyrządu, gdy części elektryczne, mechaniczne i części ciała są ze sobą połączone. Zatrudnia największą liczbę osób. 



Przyjazny zespół pracowników odpowiedzialnych za montaż etykiet nigdy nie zawodzi! Jeden z ostatnich etapów narodzin rosyjskich elektronarzędzi: to tutaj znajduje swoje imię. 
Pracownicy pakowni są bardzo zadowoleni ze swojej pracy. 
Kontrola jakości
Każda wyprodukowana kopia narzędzia elektrycznego, zanim przejdziemy do pakowania, zostanie gruntownie przetestowana. Najpierw na końcu linii montażowej pracownik włącza urządzenie i uruchamia je na specjalnym stojaku. Ponadto produkty są testowane pod kątem bezpieczeństwa elektrycznego. 
Szczególny stosunek do perforatorów: są sprawdzane pod kątem prawidłowego działania w trybie uderzenia i działania sprzęgła ochronnego - dłuto jest zablokowane w gnieździe płaskim rowkiem o specjalnym metalowym kształcie. 
Ponadto losowo wybrane próbki produktów są wysyłane do laboratorium, gdzie są poddawane testom na życie na specjalnych stojakach. Na przykład LBM powinien pracować tutaj przez co najmniej 200 godzin bez naprawy (zastępowanie szczotek węglowych silnika elektrycznego się nie liczy). 