
Artykuł ten jest częścią wielu materiałów dotyczących zakładu INTERSKOL-Alabuga, jednego z niewielu przedsiębiorstw produkujących narzędzia elektroenergetyczne i mechanizację na małą skalę w Rosji. Jeszcze bardziej godny uwagi jest fakt, że jest to najnowszy zakład produkcyjny w naszym kraju, oddany do użytku w 2014 roku. W przyszłości, po uruchomieniu wszystkich 3 planowanych kolejek, INTERSKOL-Alabuga stanie się największym zakładem przemysłowym w Federacji Rosyjskiej zdolnym wyprodukować do 5 milionów jednostek produktów gotowych rocznie, pokrywając około 25% potrzeb krajowego rynku narzędzi.
W międzyczasie porozmawiajmy o pierwszym etapie zakładu, który jest prawie w pełni operacyjny od momentu jego uruchomienia. Potężne, nowoczesne i zaawansowane technologicznie przedsiębiorstwo niewątpliwie zasługuje na najdokładniejsze i wszechstronne badania od wewnątrz i na zewnątrz. Witamy w jutrze branży elektronarzędzi i elektronarzędzi! 
Wszystkie artykuły materialne:
- "INTERSKOL-Alabuga". Odlewanie metali, obróbka skrawaniem i malowanie.
- "INTERSKOL-Alabuga". Odlewanie, montaż i kontrola jakości tworzyw sztucznych.
- "INTERSKOL-Alabuga". Produkcja silników elektrycznych, część 1.
- "INTERSKOL-Alabuga". Obszar nieprodukcyjny.
Ten materiał jest kontynuacją tej płyty.
Następna linia produkcyjna zamienia sztabkę w pełny rotor. Jest to zrobotyzowany przenośnik, na którym wykonuje się dziesiątki operacji. Przede wszystkim ta sekcja jest podobna do zakładu wewnątrz zakładu, gdzie dziesiątki obrabiarek działają w jednym harmonijnym kompleksie przy minimalnym udziale człowieka: na platformie odbiorczej umieszcza się półfabrykat, a po chwili można również podnieść gotowy wirnik. 
Półwyroby przesuwają się wzdłuż przenośnika na specjalnych paletach. Przed rozpoczęciem operacji technologicznej manipulator usuwa obrabiany przedmiot z palety, umieszcza go wewnątrz instalacji, a następnie zwraca tę część z powrotem na paletę. Obrabiany przedmiot przechodzi do następnej instalacji. 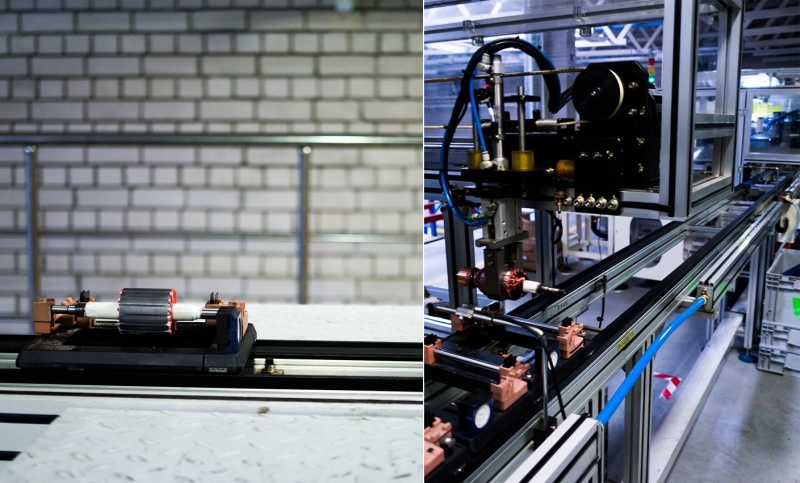
Rozważ niektóre z operacji bliżej. Dla odniesienia: w tym materiale nie są chronologicznie uporządkowane. Po lewej stronie - bunkier do podkładek izolacyjnych, są one jednym z pierwszych, które zostaną zainstalowane w kierunku przenośnika. Po prawej - instalacja do nawijania wirnika. Niemożliwe jest przekazanie piękna i elegancji tego procesu przez fotografię, ale dołączone wideo pozwala w pełni docenić szybkość i dokładność maszyny do zwijania. 
https://www.youtube.com/embed/F1CaQbVu_hI
Na tym etapie instalacja kolektorów odbywa się poprzez podłączenie ich lameli do przewodów uzwojenia (zdjęcie po prawej). Sprężone powietrze jest podawane przez karbowaną niebieską rurkę, aby chłodzić punkty lutowania. 
Kolejną operacją jest instalacja wentylatora, który jest dociskany do odpowiedniej szyjki wału wirnika. 
Jednostki te są odpowiedzialne za izolację pakietu wirnika, instalację klina i odpędzanie lameli kolektora. 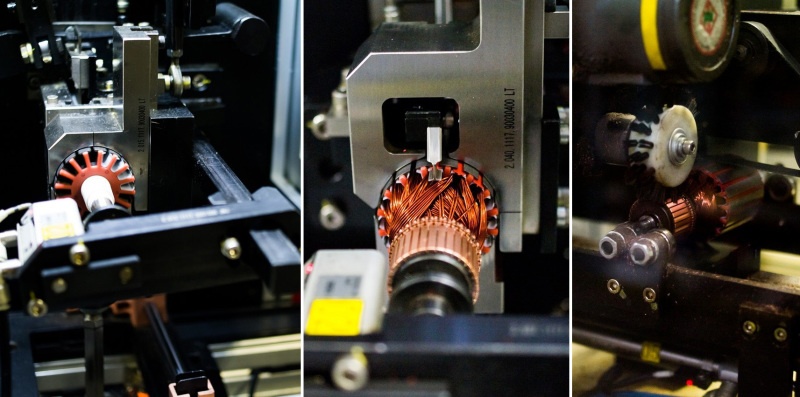
W jednej z komór wykonuje się znakowanie laserowe, szkło okna podglądu jest zabarwione, aby chronić wzrok operatora. 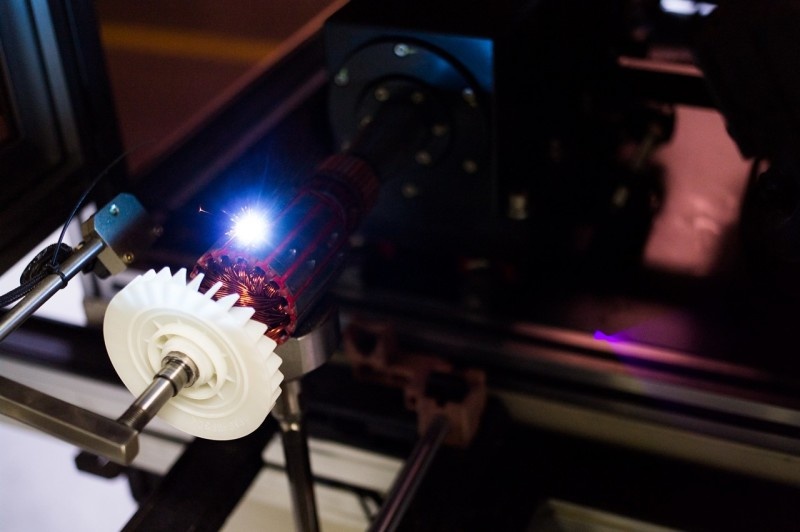
Oto automatyczne wyważanie wirnika. 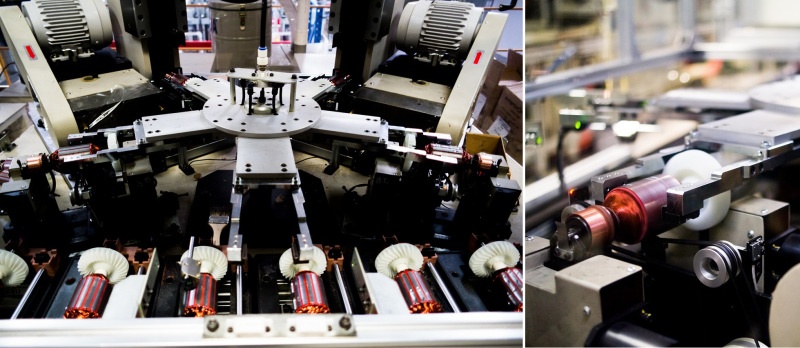
Powłoka kroplowa z lakierem jest procesem raczej brudnym, wydzielono w niej oddzielną strefę. Szczegóły są ładowane do komory odbiorczej (zdjęcie po lewej), dalsza procedura jest zautomatyzowana (zdjęcie po prawej stronie pochodzi z obszaru roboczego instalacji). 
Gotowe wirniki są dostarczane do zapasu komponentów, a stamtąd do zespołu. Zdjęcie pokazuje wirnik w sekcji na stole technologa, który sprawdza jakość impregnacji. 
Stator
Podobnie jak wirnik, stojan silnika elektrycznego zaczyna się od podstawy - paczki metalowych płyt dial-up. Nawiasem mówiąc, paczki kotwicy i stojana są wykonane w jednym kroku z bardzo precyzyjnej prasy o dużej prędkości, gdzie blachy są podawane z bębnów. 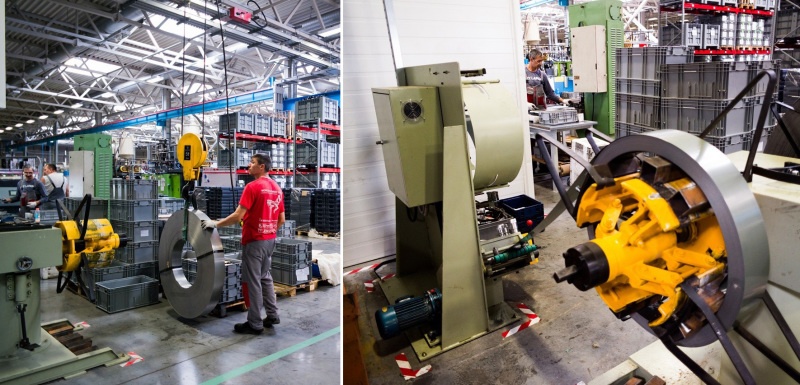
Zdjęcie pokazuje obszar roboczy tej prasy o dużej prędkości (do 300 uderzeń na minutę): w rezultacie operator otrzymuje gotowe opakowanie płytek stojana, które może być tylko ściśnięte. 
Pakiet stojana jest gotowy do dalszego montażu! 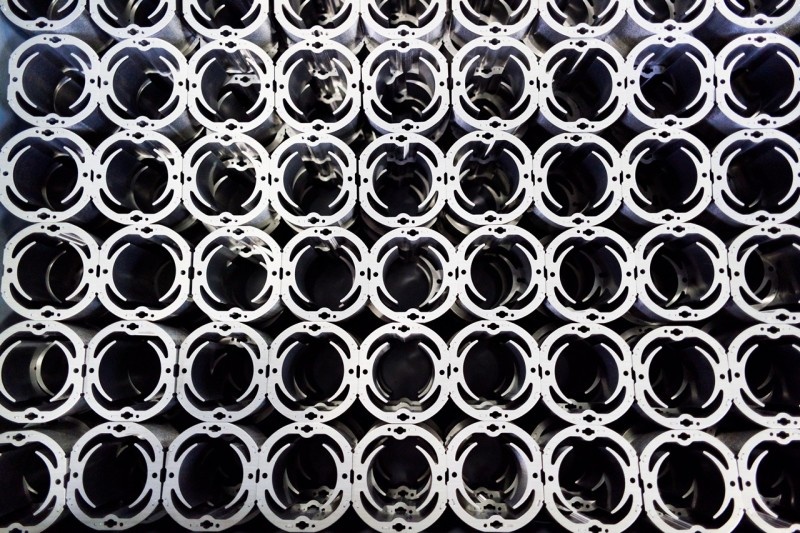
Następnie część jest wysyłana do zrobotyzowanego przenośnika, gdzie stojan jest składany i nawijany. Linia jest zautomatyzowana, operator jedynie ładuje komponenty i usuwa gotową część silnika elektrycznego. 
Jednym z kluczowych procesów jest nawijanie drutu szkliwnego. Manipulator zabiera część z przenośnika i przenosi ją do jednej ze stacji zautomatyzowanej linii. Zwijacz wykonuje ruchy posuwisto-zwrotne, a jego głowa obraca się wokół osi, a wszystko dzieje się z bardzo dużą prędkością. Po zakończeniu operacji manipulator odsyła część do przenośnika, aby wysłać ją do następujących stacji. 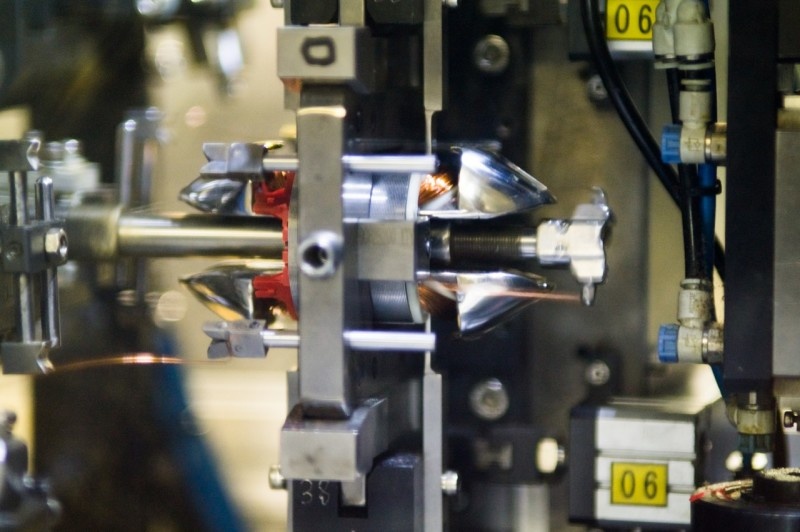
Zmontowane stojany są namaczane w lakierze na maszynie impregnującej. Ich załadunek i rozładunek odbywa się ręcznie przez operatora, a reszta odbywa się automatycznie: części są przewijane i nasączane lakierem w metodzie upuszczania. 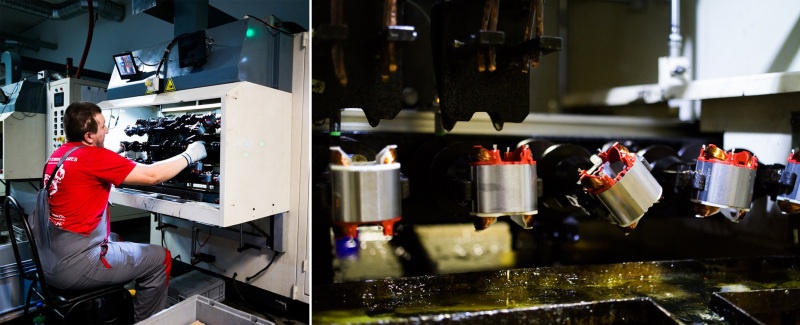
W rzeczywistości przy wytwarzaniu stojana wykonuje się tylko dwie operacje ręcznie. Pierwszym z nich jest zaciskanie przewodów prowadzących: są one połączone ręcznie, po czym stojan poddawany jest obróbce cieplnej w celu zmniejszenia izolacji. 
Drugim jest rezerwowanie uzwojeń. Operator łączy zaciski stojana z instalacją, która obniża część do kąpieli i dostarcza napięcie. W rezultacie uzwojenie jest podgrzewane do 50-70 stopni Celsjusza, a pod wpływem temperatury następuje spiekanie powłoki malarskiej bandażującej. Nadmiar proszku na rdzeniu magnetycznym można łatwo zassać strumieniem sprężonego powietrza. 